Table of Contents
Table of Contents
Program Types in OSP ?
For OSP-P300L, three kinds of programs are used.
-
Schedule programs,
-
Main programs,
-
Subprograms.
The following briefly explains these three kinds of programs.
1. Schedule programs.
- When more than one type of workpiece is machined in continuous operation using a bar feeder or other equipment, multiple main programs are used.
- A schedule program is used to specify the order in which the main programs are executed and the number of times the individual main program is executed. Using a schedule program makes it possible to carry out intended operation easily.
- It is not necessary to assign a program name. The END code must be specified at the end of a schedule program.
2.Main programs
- A main program contains a series of commands to machine one type of workpiece. Subprograms can be called from a main program to simplify programming.
- A main program begins with a program name which begins with address character “O” and ends with M02 or M30. Subprograms
A subprogram can be called from a main program or another subprogram. - There are two types of subprograms: those written and supplied by Okuma (maker subprogram), and those written by the customer (user subprogram).
- The program name, which must start with “O”, is required at the beginning of the subprogram. The RTS command must be specified at the end of the subprogram.
- When registering a program, the extension is also registered in addition to the file name. The format
of this file is as follows.
3. Subprograms
- A subprogram can be called from a main program or another subprogram.
There are two types of subprograms:
I> Maker subprogram. ( those written and supplied by Okuma )
II>and user subprogram (those written by the customer ).
- The program name, which must start with “O”, is required at the beginning of the subprogram.
- The RTS command must be specified at the end of the subprogram.
When registering a program, the extension is also registered in addition to the file name. The format of this file is as follows.
Program file format
Extensions
How to wrote Main file name in Okuma?
- Main file name: Max. 16 alphanumeric characters starting with and alphabet
- Extension : Max. 3 alphabet characters
Type of Program Extension in Okuma ?
SDF : Schedule program file
MIN : Main program file
SSB : System subprogram file
SUB : User subprogram file
Word Configuration in Okuma-OSP CONTROL ?
- Words consist of a single alphabet character followed by several numerical digits. In addition,
- arithmetic expressions or variable names may also be used instead of numerical characters. If doing so, however, always enter “=” after the address.
- The alphabet character at the beginning of the word is known as the address
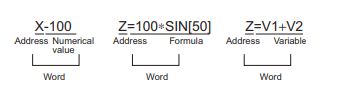
- An address character is one of the alphabetic characters A through Z and defines the meaning of the entry specified following it. In addition, an extended address character, consisting of two alphabetic characters, may also be used.
Programmable Range of Address Characters ?
| Address | Function | Programmable Range in Metric | Programmable Range in Inch | Remarks |
|---|---|---|---|---|
| X,Y,Z | Coordinate values (linear axis) | ±99999.999 mm | ±9999.9999 inch | |
| C | Coordinate values (rotary axis) | ±359.999 deg | ±359.999 deg | |
| I,K | Coordinate value of the center of the arc Fixed threading cycle (taper angle and cutting travel amount) Shift amount in grooving cycle | ±99999.999 mm | ±9999.9999 inch | |
| TL | Tool preparation command | 6 digits Nose R number Tool number Offset number | 6 digits Nose R number Tool number Offset number Command for multitasking machinE | |
| T | Tool command | 6 digits 4 digits | 6 digits 4 digits | Nose R compensation available Nose R compensation not available |
| O | Program name | 0000 to 9999 | 0000 to 9999 | Alphanumeric characters can be used |
| N | Sequence name | 0000 to 9999 | 0000 to 9999 | Alphanumeric characters can be used |
| G | Preparatory function | 0000 to 999 | 0000 to 999 | |
| F | Feedrate per revolution, Feedrate per minute Dwell time | 0.001 to 9999.999 mm/ min | 0.0001 to 999.9999 inch/min | |
| A,B | Automatic programming commands | 0 to 99999.999° | 0 to 99999.999° | |
| E | Automatic programming commands | 0 to 99999.999 mm/rev | 0 to 9999.9999 inch/rev | |
| D, U, W, H, L | Automatic programming commands | 0 to 99999.999 mm | 0 to 9999.9999 inch/rev | |
| TD | Tool preparation command | 6 digits Position number Tool number | 6 digits Position number Tool number | Command for multitasking machine |
| S | Spindle speed command | 0 to 9999 | 0 to 9999 | |
| SB | M-spindle speed command | 0 to 9999 | 0 to 9999 | |
| M | Auxiliary function | |||
| QA | C-axis revolution | 1 to 1999 rev | 1 to 1999 rev | |
| SA | C-axis speed | 0.001 to 20.000 min-1 | 0.001 to 20.000 min-1 | |
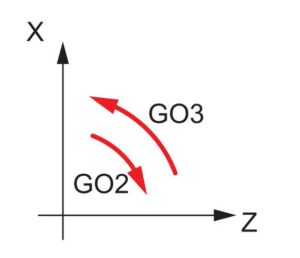
G02,G03 Circular Interpolation Function
Circular Interpolation Function in OKUMA Circular Interpolation (G02, G03) Circular interpolation can be used to generate a cutting path which
Linear Interpolation (G01) In Okuma Lathe
Linear Interpolation (G01) In Okuma Lathe Linear Interpolation (G01) In Okuma Lathe The G01 command specifies the axes to move
Program Names in Okuma – OSP Control ?
With the OSP-P300L, programs are called and executed by designating the program name or program number assigned to the beginning
Program Format in Okuma – OSP control
Word Configuration in Okuma-OSP CONTROL ? Words consist of a single alphabet character followed by several numerical digits. In addition,
Type of Program in Okuma Lathe?
Program Types in OSP ? For OSP-P300L, three kinds of programs are used. Schedule programs, Main programs, Subprograms. The following